

|
Подробная информация о продукте:
|
|
| Место происхождения: | Гуандун, Китай |
|---|---|
| Фирменное наименование: | WISDOM |
| Номер модели: | SUN-y4 |
|
Оплата и доставка Условия:
|
|
| Количество мин заказа: | Переговоры |
| Цена: | negotiable |
| Упаковывая детали: | коробка жемчуга cotton+paper, 6 метров длинных |
| Время доставки: | 15-21 дней работы |
| Условия оплаты: | T/T, L/C, D/A, D/P |
| Поставка способности: | 500000 килограмм/килограммов в Неделя |
|
Подробная информация |
|||
| Материал: | Алюминиевый сплав 6063 | закал: | Обычно T5 |
|---|---|---|---|
| Форма: | Приблизительный прямоугольник | Цвет: | Белый, черный, сливк, серый, бежевый, коричневая |
| Применение: | Система алюминиевого окна и дверной рамы | Допуск: | ±1% |
| Длина: | Нормальный 5.85m до 7m | ||
| Выделить: | 6063 профиля ненесущей стены,профили ненесущей стены 7m,7m изогнули алюминиевое штранг-прессование |
||
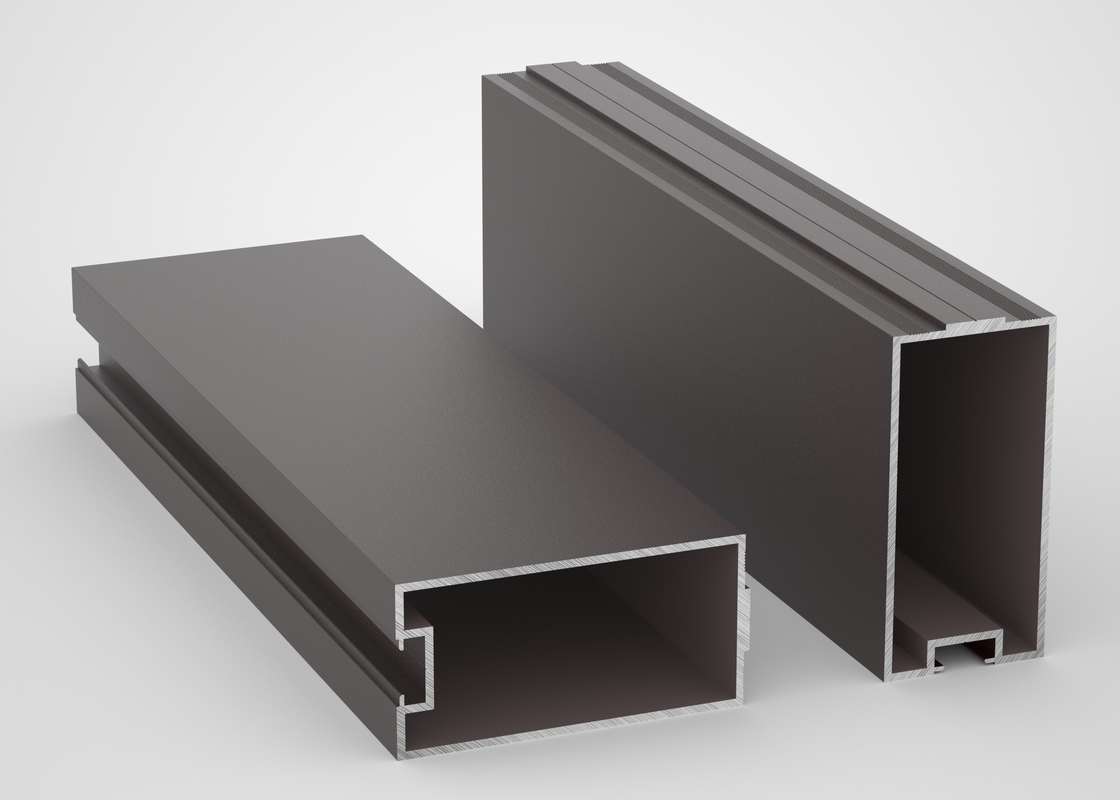
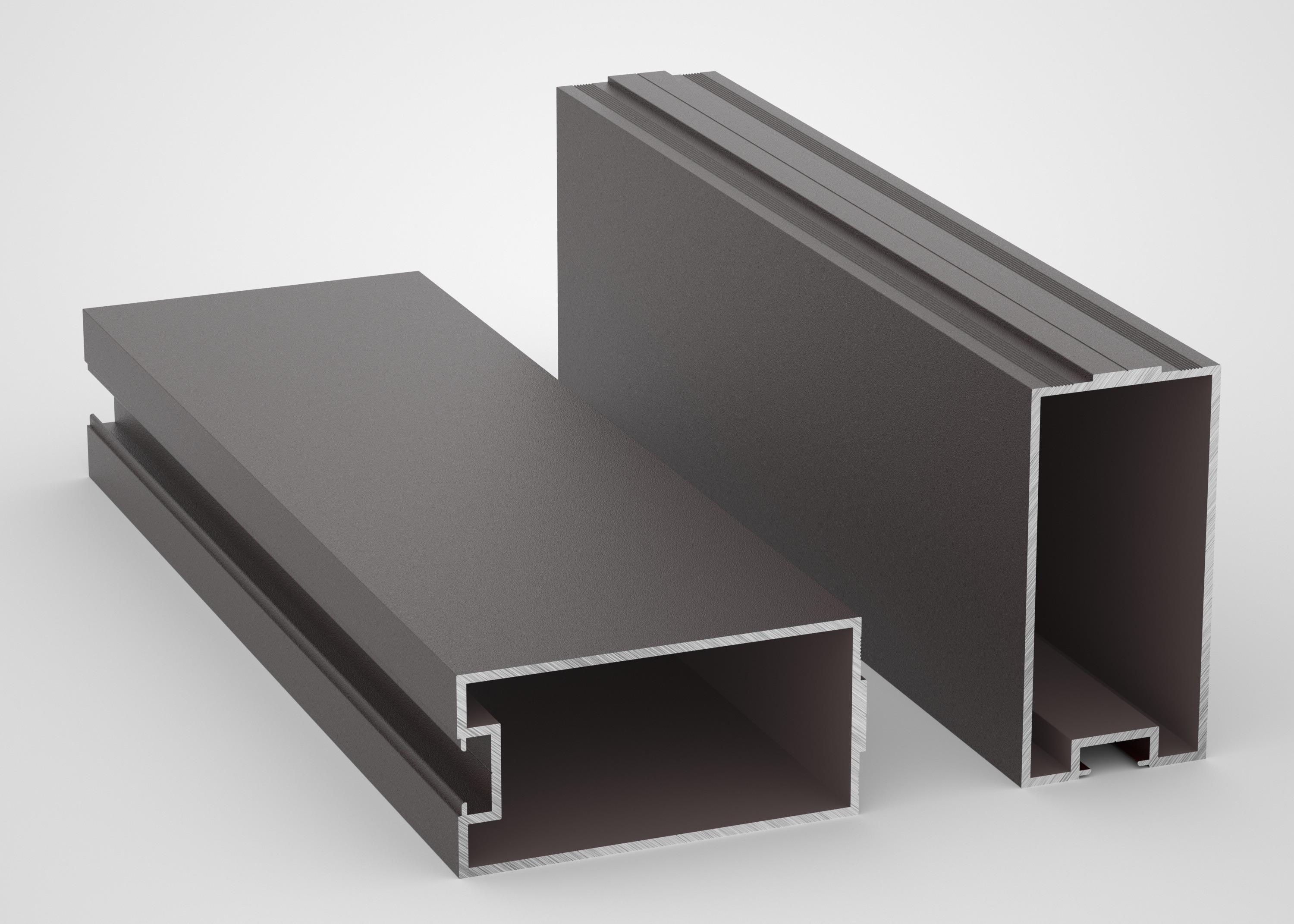
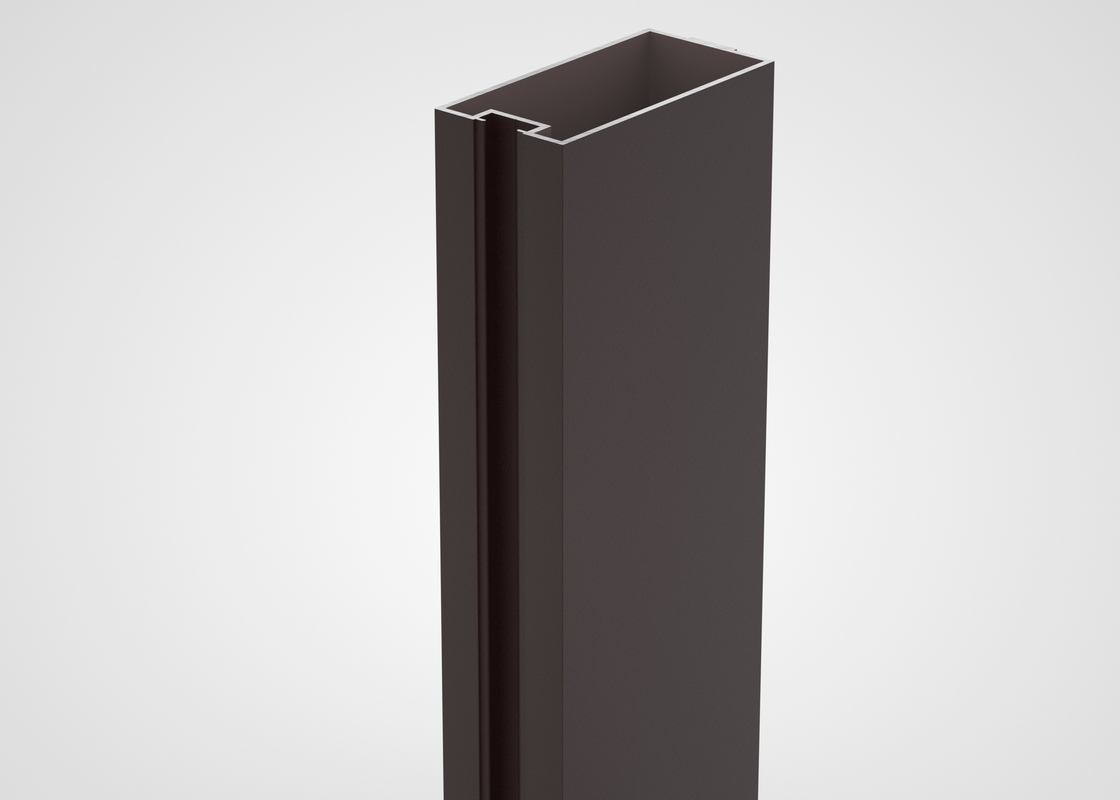
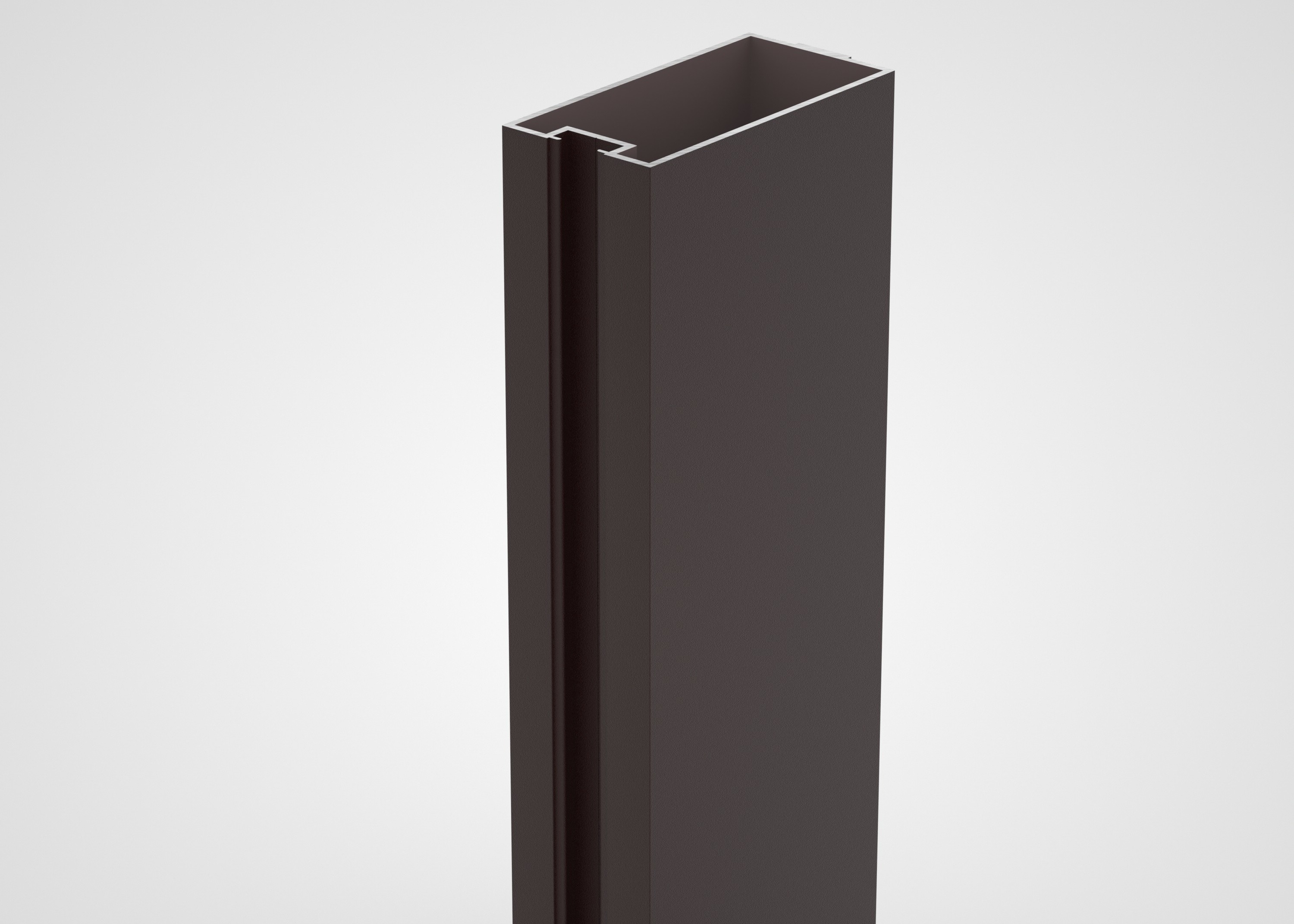
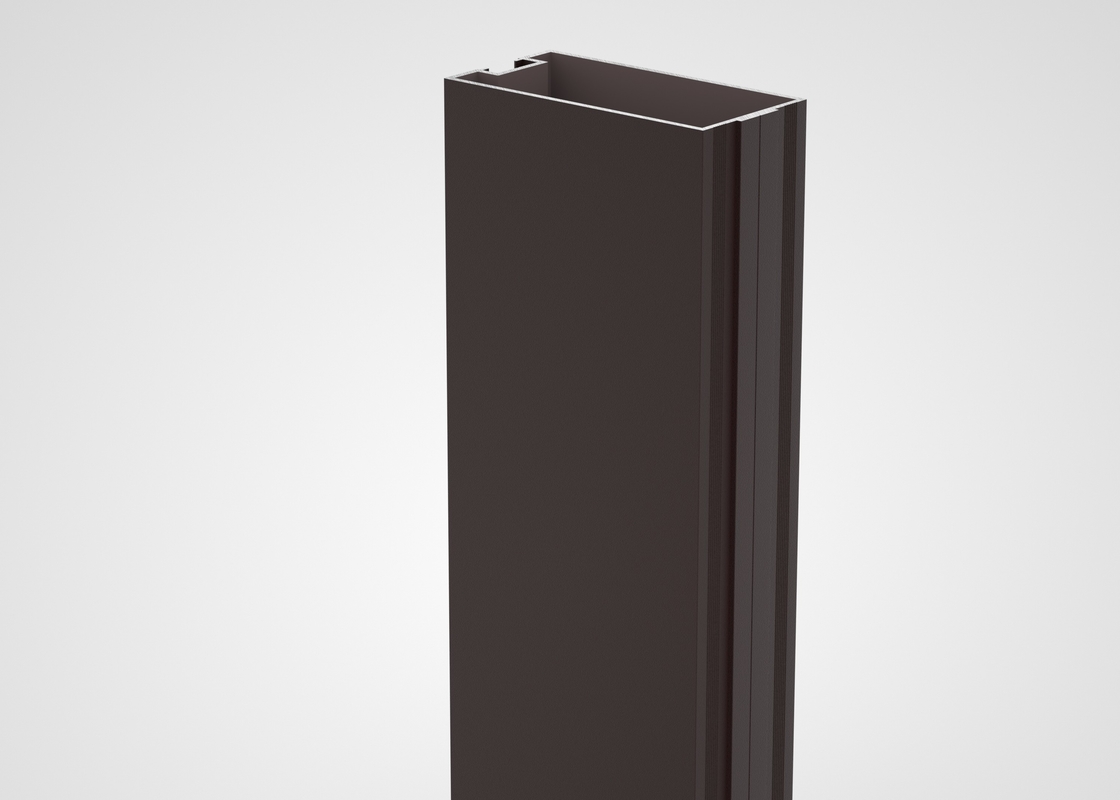
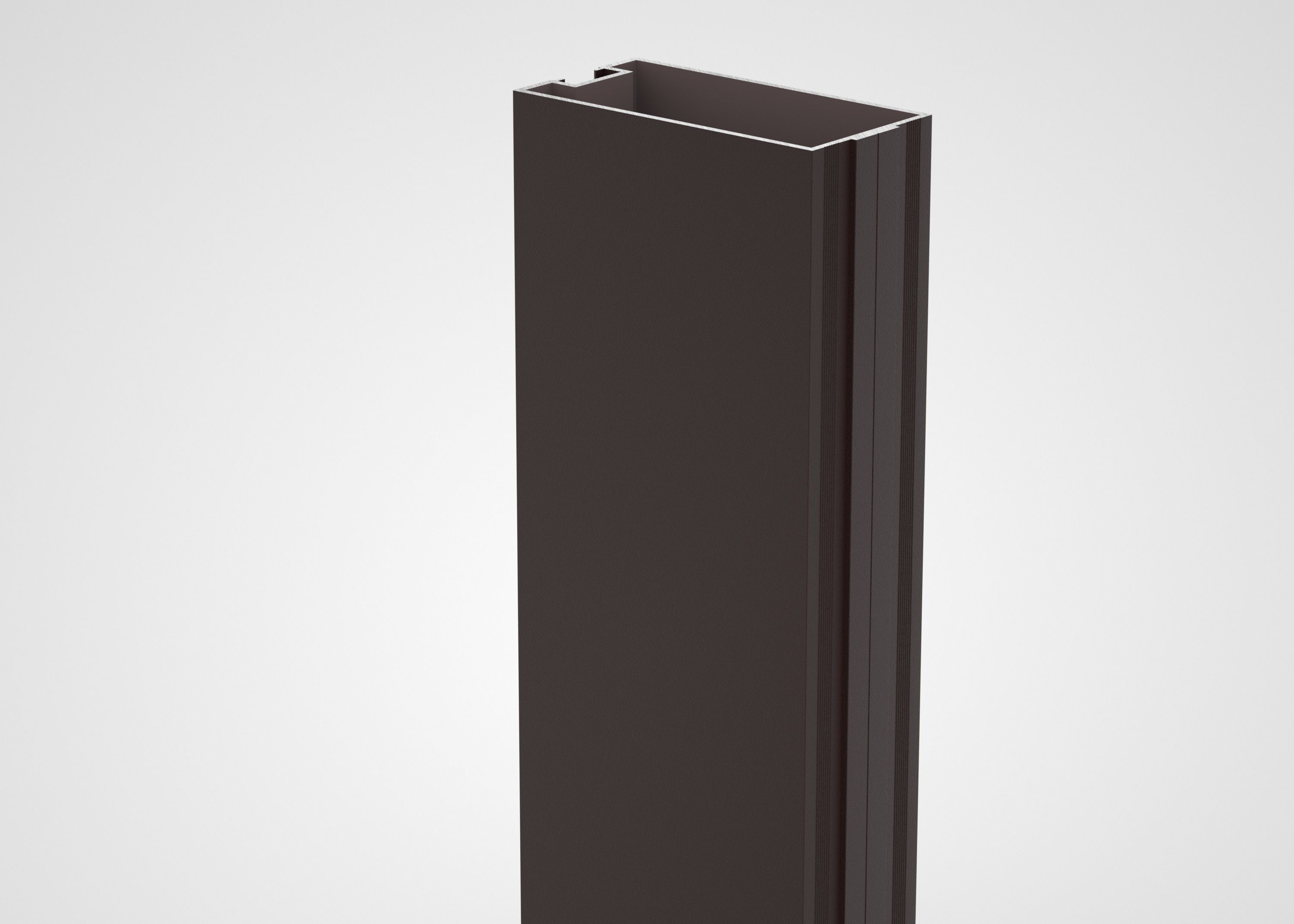
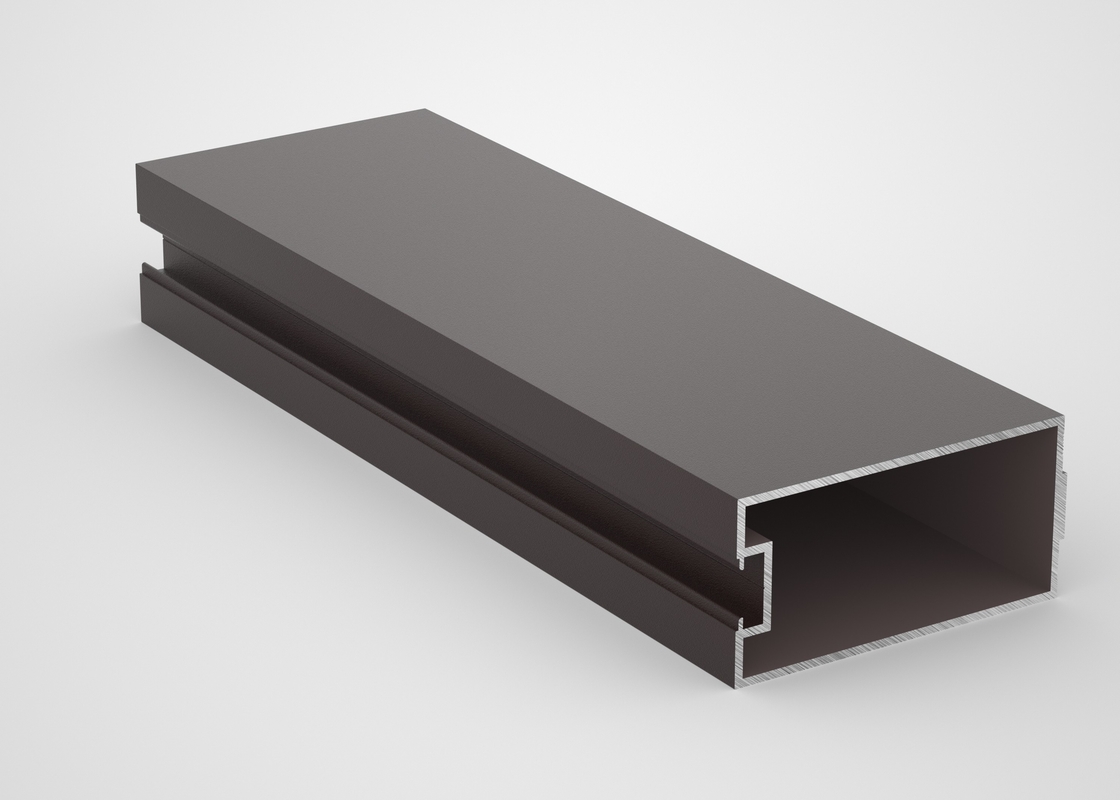
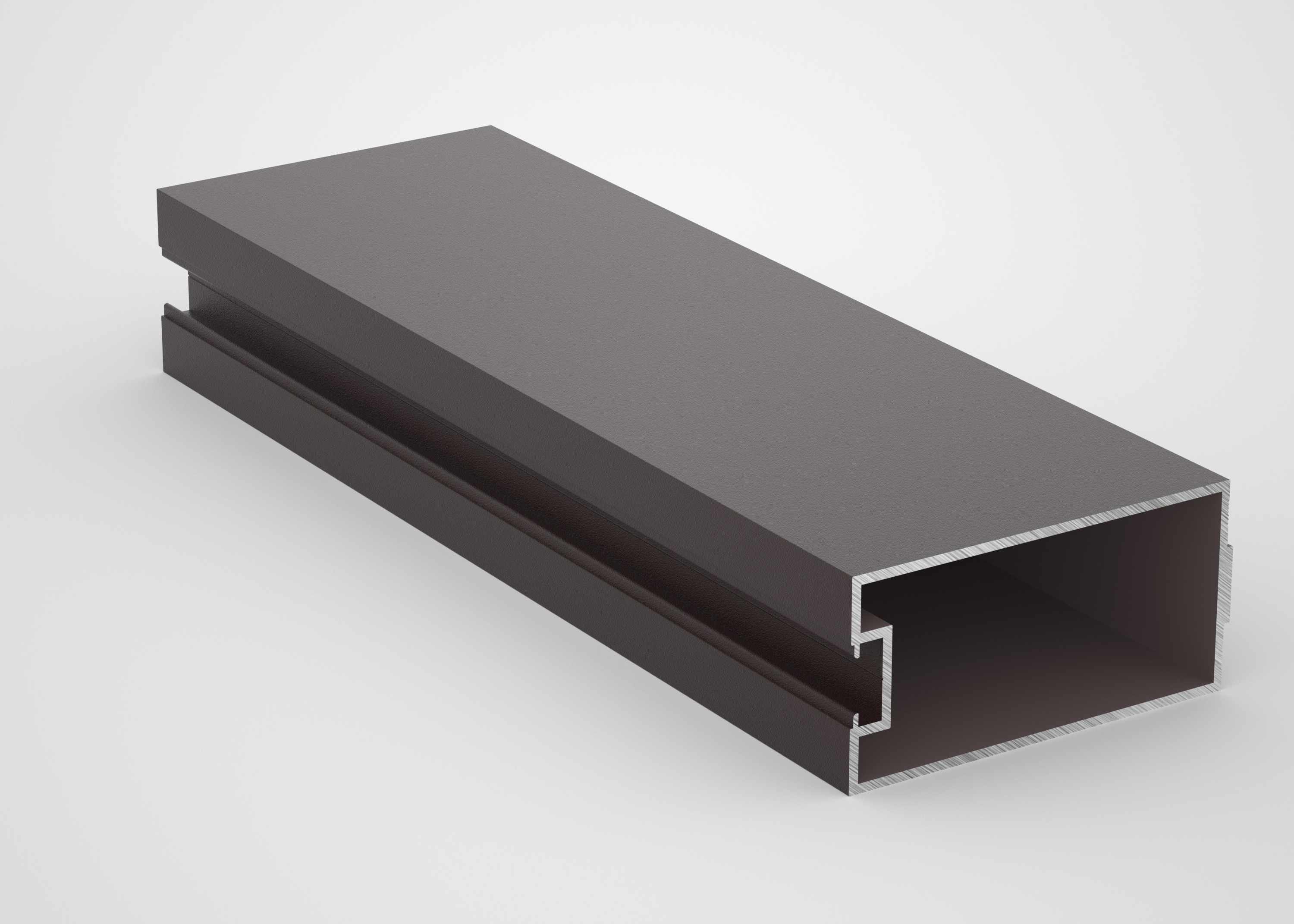
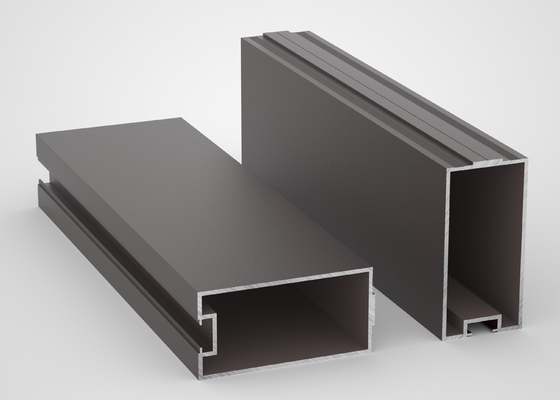
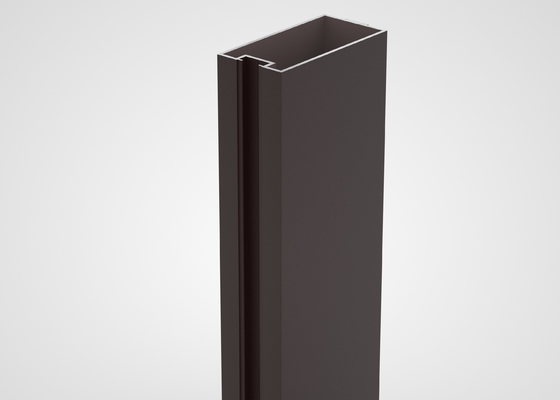
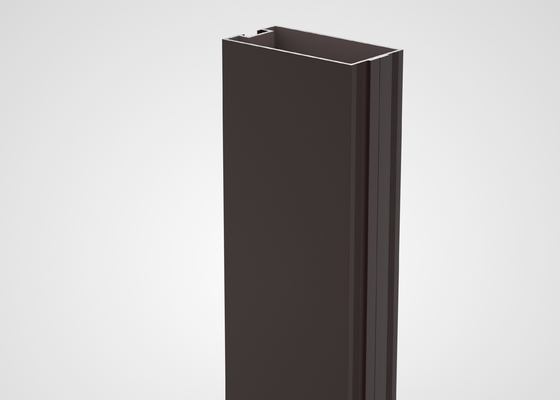
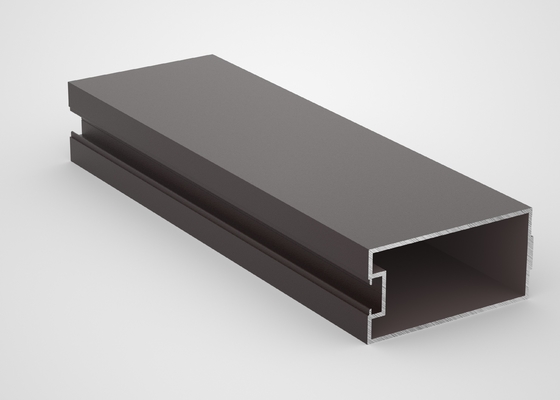
Характер продукции
Изогнутые алюминиевые профили ненесущей стены штранг-прессования 6063 пудрят покрытый
Штранг-прессования луча 6063 изготовителя профиля окна окна профили профессионального всеобщего алюминиевые
| Описание | Раздел белого порошка покрывая алюминиевый для строительных материалов дверной рамы окна/сползая окна |
| Толщина материала (t) | 0.8-2.0 mm |
| Materiral | сплав алюминия 6063 |
| Обжигая обработка | T3-T8 |
| Цвет | белый, черный, сливк, серый, бежевый, коричневый, etc |
| Поверхностное покрытие | покрытый порошок, сияющий покрытый порошок, высокий лоснистый покрытый порошок, etc |
| Форма | Квадрат, круглое, плоская, овальные, и согласно чертежу клиента. |
| Длина | Нормальное length=6m или в заказе клиента |
| Использование | Здание, производственная линия, украшение, промышленное, транспорт, дверь и окно, etc. |
| Пакет | 1. Пена хлопка жемчуга для каждого профиля; 2. обруч с экстерьером фильма сокращения; 3. упакованный согласно запросу клиента. |
| Преимущества/особенности | Обеспечивать красочные продукты с различное механическим представления для того чтобы приспособить все виды архитектурных стилей |
Распылять перфторуглеводорода вид электростатический распылять и жидкостный распылять. Покрытие брызг перфторуглеводорода сделано выпечки смолы фторида polyvinylidene как алюминиевая пыль основного вещества или металла как пигмент. Тип подвеса и semi тип подвеса. Тип подвеса ссылается на pretreatment и распылять алюминиевых материалов, и алюминиевые материалы приостанавливаны во время процесса вулканизации. Превосходное покрытие перфторуглеводорода имеет металлический блеск, яркий цвет и очевидное стереоскопическое чувство.
технологический процесс
Процесс Pretreatment: обсаливать и дезактивация ➤ воды ➤ ➤ стирки воды ➤ алкалиа ➤ алюминиевой воды ➤ продуктов моя моя (обсаливая) маринуя моя хромазируя стирку воды ➤ воды ➤ моя чистую
Распыляя процесс: распыляя осмотр качества ➤ выпечки ➤ краски ➤ topcoat ➤ праймера заканчивая (℃ 180-250)
Разница между электростатическим порошком распыляя и распылять перфторуглеводорода: распылять порошка использовать оборудование распылять порошка (машину электростатический распылять) для того чтобы распылить покрытие порошка на поверхности workpiece. Под действием статического электричества, порошок равномерно будет адсорбирован на поверхности workpiece для того чтобы сформировать покрытие порошка. Распылять перфторуглеводорода вид электростатический распылять и жидкостный распылять, который вызван распылять перфторуглеводорода
Для алюминиевых профилей, необходимо унести распылять поверхности. 3 основных распыляя метода:
1. Распылять перфторуглеводорода диска Ω вращая для алюминиевого профиля: во первых, режим workpiece положен на производственную линию, и после этого предварительная обработка унесена, до диска Ω роторного не использован для автоматического праймера электростатический распылять, и после этого праймер выровнян, и после этого диск Ω роторный использован для автоматический электростатический распылять верхнего пальто, и после этого наружный слой покрытия приложен к автоматической краске электростатический распылять заканчивая, и после этого выравнивая крышка приложенный финиш, после этого сухой и крутой естественно до тех пор пока workpiece не извлечется из производственной линии.
2. Вертикальный электростатический распылять алюминиевой матрицы профиля: во первых, workpiece помещен на производственной линии для предварительной обработки, и после этого праймер распылен с диском Ω роторным, и после этого праймер выровнян. После этого, верхнее пальто распылено электростатическим оружием брызг автоматически, и после этого плоская краска пропущена. После этого, заканчивая краска распылена автоматически электростатическим оружием брызг, и после этого заканчивая краска высушена и естественно после заканчивая краски выровнянное крутое вниз до тех пор пока workpiece не извлечется из производственной линии.
3. Распылять перфторуглеводорода распыляя оружия алюминиевого профиля электростатический: во-первых, workpiece помещен на производственной линии, и после этого предварительная обработка унесена для того чтобы получить автоматический праймер электростатический распылять, и электростатического распыляя чашка оружия или вращать использована для распылять. После этого ожидание для праймера, который нужно выровнять, краска для пульверизатора на сдержанной поверхности электростатический распылять, и после этого используют электростатическое оружие брызг для того чтобы унести верхнее пальто выравнивая, и после этого используют электростатическое оружие брызг автоматически для того чтобы распылить заканчивая краску. Ожидание до заканчивая краски не выровняно, повернуло в полупроводниковое, и охлаженный естественно, до тех пор пока workpiece не извлечется из производственной линии.
![]()
Впишите ваше сообщение
Безопасность --- Эффективный --- Высококачественный --- Стандарт
| Foshan Dolphin Metal Products Co.,LTD |
| No.3-3, промышленная зона Shaer, деревня Shinanshapu, городок Shishan, район Nanha i, город Foshan, провинция Гуандун, Китай |
| 86--18924871940 |
| daisyzhou@fsdolphin.com |