|
Подробная информация о продукте:
|
|
| Место происхождения: | Гуандун, Китай |
|---|---|
| Фирменное наименование: | Dolphin |
| Номер модели: | dh-24 |
|
Оплата и доставка Условия:
|
|
| Количество мин заказа: | Переговоры |
| Цена: | negotiable |
| Упаковывая детали: | коробка жемчуга cotton+paper, 6 метров длинных |
| Время доставки: | 15-21 дней работы |
| Условия оплаты: | T/T, L/C, D/A, D/P |
| Поставка способности: | 500000 килограмм/килограммов в Неделя |
|
Подробная информация |
|||
| Материал: | Алюминиевый сплав 6063 | Закал: | T3-T8 |
|---|---|---|---|
| Форма: | Форма подгонянная, t, теплоизолирующая прокладка, прямоугольник, квартира, квадрат, etc | Цвет: | Сияющий серый цвет, белый, черный, сливк, бежевый, коричневая |
| Применение: | Алюминиевая система оконной рамы | Поверхностное покрытие: | Напудрите покрытый, сияющий покрытый порошок, высокий лоснистый покрытый порошок, etc |
| Обработка обслуживания: | Гнуть, Decoiling, сваривать, пробивая, вырезывание | ||
| Выделить: | профиль окна окна 2.7g/Cm3,Профиль окна окна T3,Штранг-прессование дверной рамы T3 |
||
Характер продукции
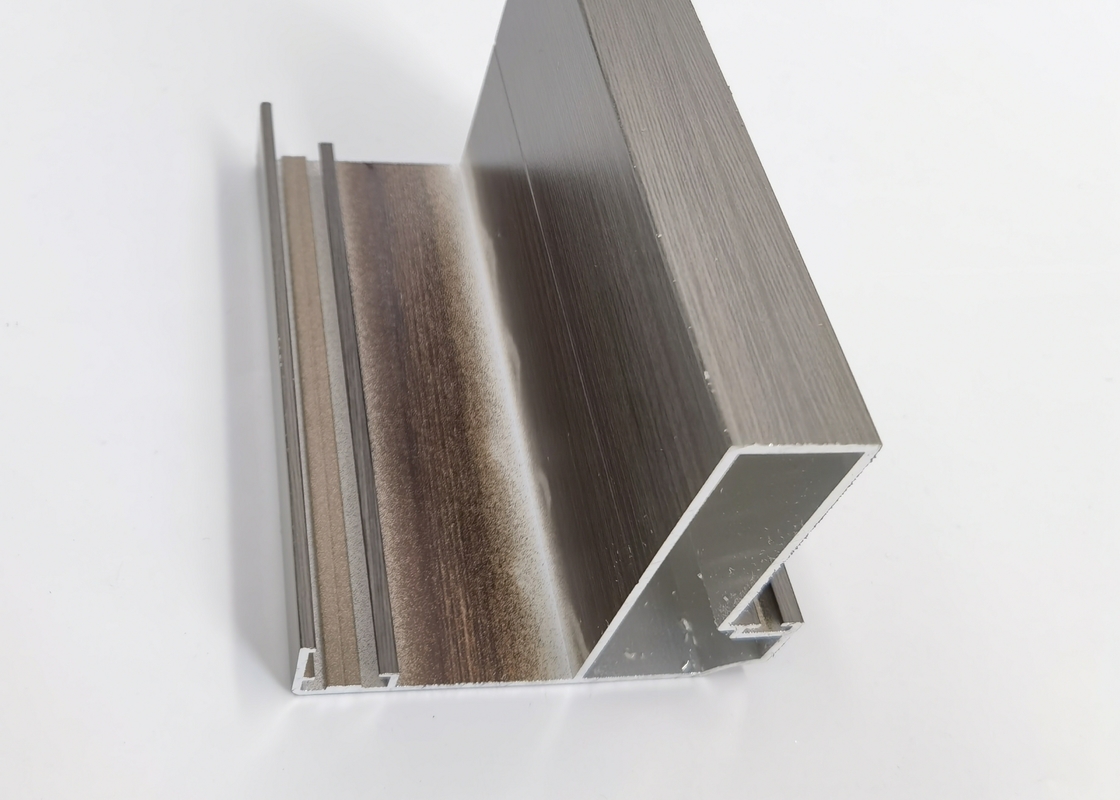
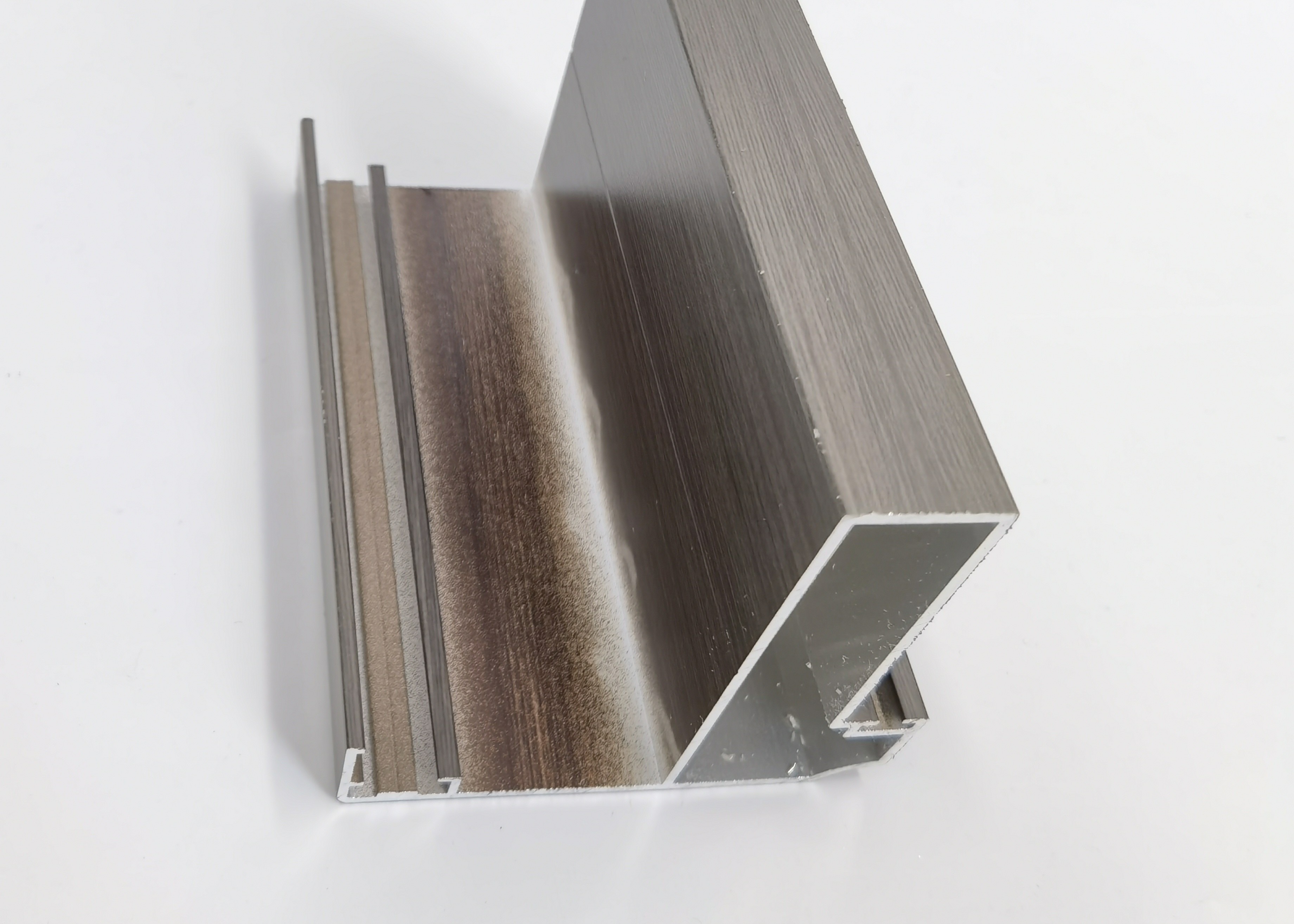
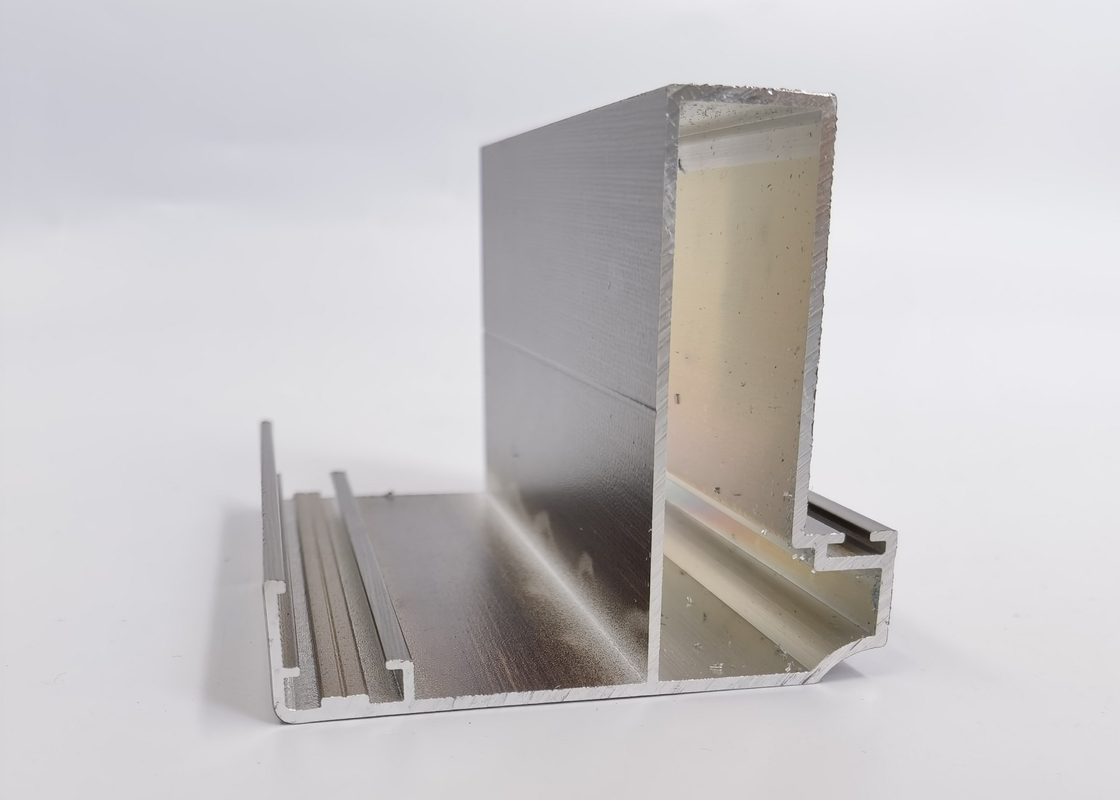
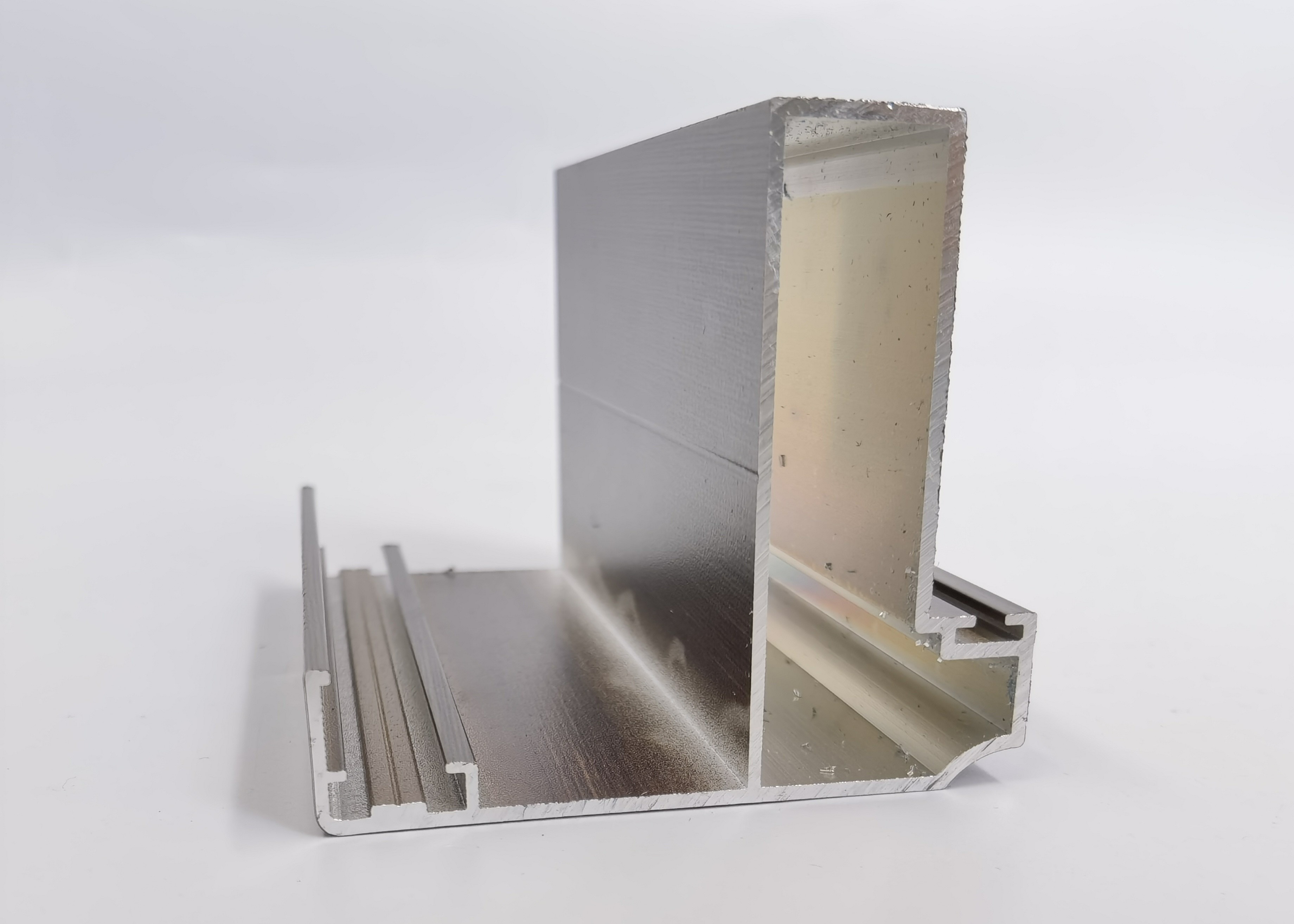
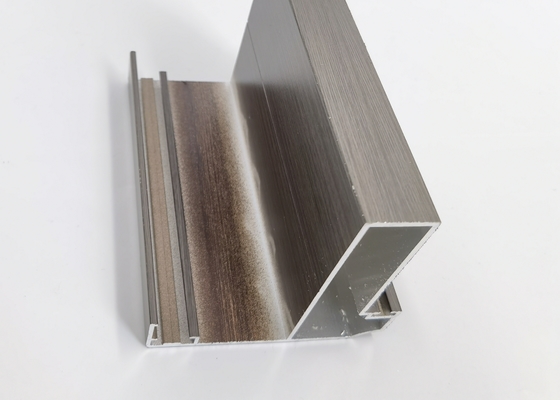
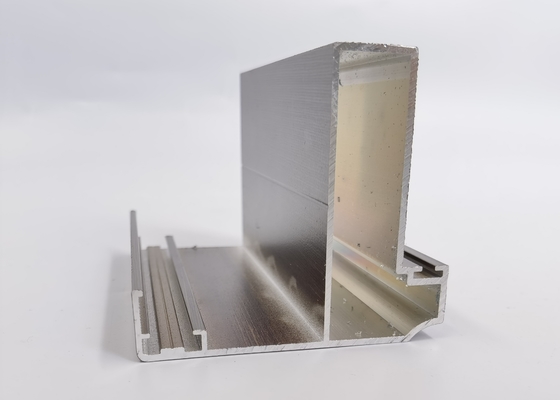
штранг-прессование дверной рамы профиля окна окна 2.7g/Cm3 прочное
Крышки кофе дверной рамы профиля окна окна профили прочной большой декоративные алюминиевые для крытого
| Описание | Сияющий серый порошок 6063 покрыл алюминиевые штранг-прессования для строя оконной рамы материалов украшения |
| Толщина материала (t) | 0.8-2.0 mm |
| Materiral | сплав алюминия 6063 |
| Обжигая обработка | T3-T8 |
| Цвет | серый, белый, черный, сливк, бежевый, коричневый, etc |
| Поверхностное покрытие | покрытый порошок, сияющий покрытый порошок, высокий лоснистый покрытый порошок, etc |
| Форма | Квадрат, круглое, плоская, овальные, и согласно чертежу клиента. |
| Длина | Нормальное length=6m или в заказе клиента |
| Использование | Здание, производственная линия, украшение, промышленное, транспорт, дверь и окно, etc. |
| Пакет | 1. Пена хлопка жемчуга для каждого профиля; 2. Обруч с экстерьером фильма сокращения; 3. Упакованный согласно запросу клиента. |
| Преимущества/особенности | Обеспечивать красочные продукты с различное механическим представления для того чтобы приспособить все виды архитектурных стилей |
Коррозионная устойчивость
Плотность алюминиевого профиля только 2.7g/cm3, около 1/3 из этого из стального, медного или латунного (7.83g/cm3 и 8.93g/cm3 соответственно). Коррозионная устойчивость алюминиевых экспонатов превосходная под большинств условиями окружающей среды, включая в воздухе, воде (или рассоле), нефтехимических веществах, и много химических систем.
Проводимость
Алюминиевый профиль часто выбран из-за своей превосходной проводимости. На основании равного веса, проводимость алюминия почти 1/2 из этой из меди.
Термальная проводимость
Термальная проводимость алюминиевого сплава около 50-60% из этой из меди, которая полезна к изготовлению теплообменных аппаратов, испарителей, приборов топления, варя утварей, головок цилиндра и радиаторов автомобилей.
Не сегнетомагнетизм
Алюминиевые профили не сегнетомагнитны, который важная особенность для электрического и электронных промышленностей. Алюминиевые профили не самовозгорены, которая имеет значение для применений включая регуляцию или контактировать огнеопасный и взрывчатые вещества.
Processability
Machinability алюминиевого профиля превосходен. Во всех видах сплавов нанесенного и литого алюминия, так же, как в различных государствах после продукции этих сплавов, подвергая механической обработке изменение характеристик значительно, которое требует особенных механических инструментов или технологий.
Formability
Специфическая прочность на растяжение, прочность выхода, дуктильность и соответствуя управление тарифа твердеть работы изменение позволяемой деформации.
Recyclability
Алюминий сильно recyclable, и свойства повторно использованного алюминия почти эти же как это из основного алюминия.
Для алюминиевых профилей, необходимо унести распылять поверхности. 3 основных распыляя метода:
1. Распылять перфторуглеводорода диска Ω вращая для алюминиевого профиля: во первых, режим workpiece положен на производственную линию, и после этого предварительная обработка унесена, до диска Ω роторного не использован для автоматического праймера электростатический распылять, и после этого праймер выровнян, и после этого диск Ω роторный использован для автоматический электростатический распылять верхнего пальто, и после этого наружный слой покрытия приложен к автоматической краске электростатический распылять заканчивая, и после этого выравнивая крышка приложенный финиш, после этого сухой и крутой естественно до тех пор пока workpiece не извлечется из производственной линии.
2. Вертикальный электростатический распылять алюминиевой матрицы профиля: во первых, workpiece помещен на производственной линии для предварительной обработки, и после этого праймер распылен с диском Ω роторным, и после этого праймер выровнян. После этого, верхнее пальто распылено электростатическим оружием брызг автоматически, и после этого плоская краска пропущена. После этого, заканчивая краска распылена автоматически электростатическим оружием брызг, и после этого заканчивая краска высушена и естественно после заканчивая краски выровнянное крутое вниз до тех пор пока workpiece не извлечется из производственной линии.
3. Распылять перфторуглеводорода распыляя оружия алюминиевого профиля электростатический: во-первых, workpiece помещен на производственной линии, и после этого предварительная обработка унесена для того чтобы получить автоматический праймер электростатический распылять, и электростатического распыляя чашка оружия или вращать использована для распылять. После этого ожидание для праймера, который нужно выровнять, краска для пульверизатора на сдержанной поверхности электростатический распылять, и после этого используют электростатическое оружие брызг для того чтобы унести верхнее пальто выравнивая, и после этого используют электростатическое оружие брызг автоматически для того чтобы распылить заканчивая краску. Ожидание до заканчивая краски не выровняно, повернуло в полупроводниковое, и охлаженный естественно, до тех пор пока workpiece не извлечется из производственной линии.
| Описание | Сияющий серый порошок 6063 покрыл алюминиевые штранг-прессования для строя оконной рамы материалов украшения |
| Толщина материала (t) | 0.8-2.0 mm |
| Materiral | сплав алюминия 6063 |
| Обжигая обработка | T3-T8 |
| Цвет | серый, белый, черный, сливк, бежевый, коричневый, etc |
| Поверхностное покрытие | покрытый порошок, сияющий покрытый порошок, высокий лоснистый покрытый порошок, etc |
| Форма | Квадрат, круглое, плоская, овальные, и согласно чертежу клиента. |
| Длина | Нормальное length=6m или в заказе клиента |
| Использование | Здание, производственная линия, украшение, промышленное, транспорт, дверь и окно, etc. |
| Пакет | 1. Пена хлопка жемчуга для каждого профиля; 2. Обруч с экстерьером фильма сокращения; 3. Упакованный согласно запросу клиента. |
| Преимущества/особенности | Обеспечивать красочные продукты с различное механическим представления для того чтобы приспособить все виды архитектурных стилей |
Коррозионная устойчивость
Плотность алюминиевого профиля только 2.7g/cm3, около 1/3 из этого из стального, медного или латунного (7.83g/cm3 и 8.93g/cm3 соответственно). Коррозионная устойчивость алюминиевых экспонатов превосходная под большинств условиями окружающей среды, включая в воздухе, воде (или рассоле), нефтехимических веществах, и много химических систем.
Проводимость
Алюминиевый профиль часто выбран из-за своей превосходной проводимости. На основании равного веса, проводимость алюминия почти 1/2 из этой из меди.
Термальная проводимость
Термальная проводимость алюминиевого сплава около 50-60% из этой из меди, которая полезна к изготовлению теплообменных аппаратов, испарителей, приборов топления, варя утварей, головок цилиндра и радиаторов автомобилей.
Не сегнетомагнетизм
Алюминиевые профили не сегнетомагнитны, который важная особенность для электрического и электронных промышленностей. Алюминиевые профили не самовозгорены, которая имеет значение для применений включая регуляцию или контактировать огнеопасный и взрывчатые вещества.
Processability
Machinability алюминиевого профиля превосходен. Во всех видах сплавов нанесенного и литого алюминия, так же, как в различных государствах после продукции этих сплавов, подвергая механической обработке изменение характеристик значительно, которое требует особенных механических инструментов или технологий.
Formability
Специфическая прочность на растяжение, прочность выхода, дуктильность и соответствуя управление тарифа твердеть работы изменение позволяемой деформации.
Recyclability
Алюминий сильно recyclable, и свойства повторно использованного алюминия почти эти же как это из основного алюминия.
Для алюминиевых профилей, необходимо унести распылять поверхности. 3 основных распыляя метода:
1. Распылять перфторуглеводорода диска Ω вращая для алюминиевого профиля: во первых, режим workpiece положен на производственную линию, и после этого предварительная обработка унесена, до диска Ω роторного не использован для автоматического праймера электростатический распылять, и после этого праймер выровнян, и после этого диск Ω роторный использован для автоматический электростатический распылять верхнего пальто, и после этого наружный слой покрытия приложен к автоматической краске электростатический распылять заканчивая, и после этого выравнивая крышка приложенный финиш, после этого сухой и крутой естественно до тех пор пока workpiece не извлечется из производственной линии.
2. Вертикальный электростатический распылять алюминиевой матрицы профиля: во первых, workpiece помещен на производственной линии для предварительной обработки, и после этого праймер распылен с диском Ω роторным, и после этого праймер выровнян. После этого, верхнее пальто распылено электростатическим оружием брызг автоматически, и после этого плоская краска пропущена. После этого, заканчивая краска распылена автоматически электростатическим оружием брызг, и после этого заканчивая краска высушена и естественно после заканчивая краски выровнянное крутое вниз до тех пор пока workpiece не извлечется из производственной линии.
3. Распылять перфторуглеводорода распыляя оружия алюминиевого профиля электростатический: во-первых, workpiece помещен на производственной линии, и после этого предварительная обработка унесена для того чтобы получить автоматический праймер электростатический распылять, и электростатического распыляя чашка оружия или вращать использована для распылять. После этого ожидание для праймера, который нужно выровнять, краска для пульверизатора на сдержанной поверхности электростатический распылять, и после этого используют электростатическое оружие брызг для того чтобы унести верхнее пальто выравнивая, и после этого используют электростатическое оружие брызг автоматически для того чтобы распылить заканчивая краску. Ожидание до заканчивая краски не выровняно, повернуло в полупроводниковое, и охлаженный естественно, до тех пор пока workpiece не извлечется из производственной линии.
Добро пожаловать для того чтобы навестить наша компания!
Выберите нас & свяжитесь мы!
Впишите ваше сообщение
Безопасность --- Эффективный --- Высококачественный --- Стандарт
| Foshan Dolphin Metal Products Co.,LTD |
| No.3-3, промышленная зона Shaer, деревня Shinanshapu, городок Shishan, район Nanha i, город Foshan, провинция Гуандун, Китай |
| 86--18924871940 |
| daisyzhou@fsdolphin.com |